



Serie in allungamento
Le tolleranze standard (vedi specifiche tecniche Diamante Naturale) si basano sul presupposto che, in relazione all’allungamento teorico del filo,
1 % della deviazione del diametro o
2 % della deviazione dell’ allungamento
può essere “tollerato”. Dipende dallo slittamento del filo sugli anelli di trafilatura e dalla buona qualità del materiale da trafilare.
Ma in condizioni contrarie questo potrebbe portare ad una deviazione del 5% nell’allungamento. Nella gamma dei diametri inferiori a 0,1 mm sulle macchine multi-filo questo è troppo impreciso. Potrebbe causare casino o rotture del filo.
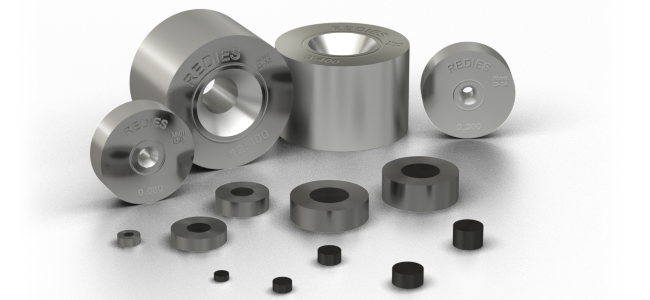
Per evitare ciò, alla REDIES applichiamo 3 diversi metodi di produzione per realizzare le serie di filiere:
1. Allungamento del filo (metodo convenzionale)
Le serie sono prodotte (o rettificate) con la tolleranza massima in allungamento di +/-1%.
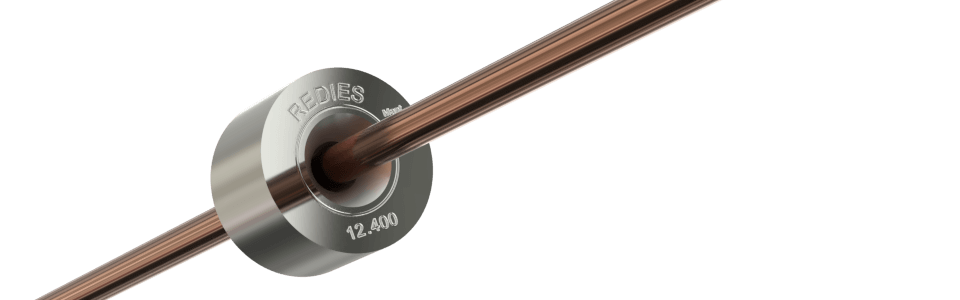
Si inizia dal diametro più grande dopo aver lucidato la filiera “in tolleranza”. L’allungamento del filo viene ripetutamente controllato dalla macchina che misura l’allungamento del filo.

Controllo dell’allungamento del filo
Questo metodo è molto preciso ma richiede tempi più lunghi e un sovrapprezzo.
2. Metodo della tolleranza standard dimezzata
L’ applicazione di micro-scale (taglio di una certa lunghezza di filo in acciaio o rame) o la misurazione con un micrometro laser consente una riduzione del 50% della tolleranza standard.
Le filiere possono essere prodotte in lotti. Questo metodo richiede meno tempo del metodo convenzionale di allungamento, ma quasi altrettanto affidabile.
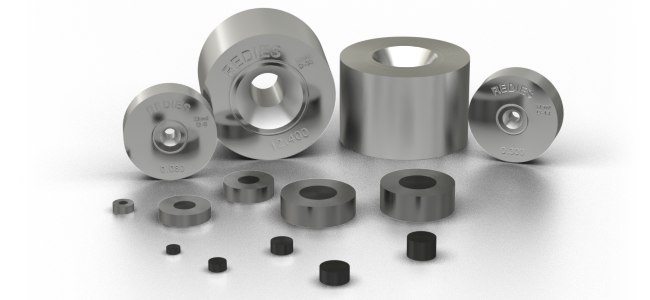
3. REDIES Metodo Matrix
Principalmente utilizzato per la produzione e la rettifica di serie di filiere per macchine di trafilatura multi-filo.
All’inizio le filiere vengono prodotte (rettificate) con il valore di tolleranza inferiore rispetto al range di tolleranza.
In seguito le filiere vengono ordinate secondo una matrice.
Inizia da sinistra con la filiera finale con la dimensione reale più bassa….
alla destra con quella più grande.
poi
al successivo diametro nominale partendo dal più piccolo…
Successivamente le filiere vengono ordinate in serie con la sequenza in verticale.
Quindi, più serie in una macchina significa meno deviazione dell’allungamento teorico del filo all’interno della singola serie.
Sono facilmente possibili piccole regolazioni dopo aver misurato l’allungamento del filo.
Le serie sono fornite con un protocollo di misurazione.
Versione 09.2018
06/07/2025



from EUROWIRE
march 2023
DRAHT ottobre/2019: